
Frezarea uscată – metoda eficientă de creștere a durabilității sculelor
Ce sunt procedeele HSC (high speed cutting) şi HPC (high performance cutting)?
Reducerea costurilor de producție și menținerea calității produselor sunt priorități constante în industria modernă. Cele mai eficiente soluții pentru a face față acestor provocări includ utilizarea la maxim a mașinilor unelte și dezvoltarea sculelor de înaltă eficacitate. Aceste scule permit performanţe de aşchiere foarte ridicate prin două procedee: HSC (High Speed Cutting) şi HPC (High Performance Cutting), ambele bazate pe frezarea uscată.
Metodele de frezare HSC şi HPC
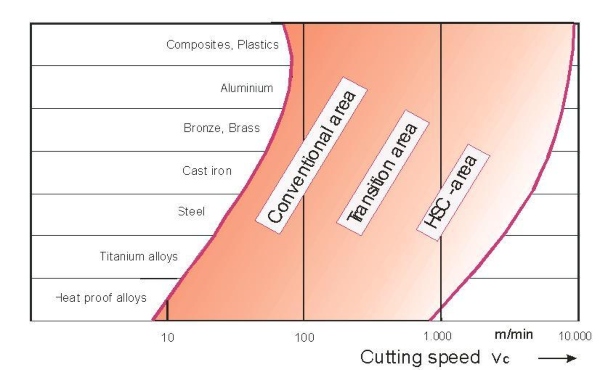
- Frezarea HSC (High Speed Cutting): Vorbim despre aşchiere HSC când viteza de aşchiere este atât de mare încât impactul între muchia de aşchiere și materialul de prelucrat produce modificarea proprietăţilor mecanice ale aşchiei: acesta suferă o înmuiere. Această viteză de aşchiere este mult mai mare decât recomandările din catalog şi depinde în mare măsură de materialul de prelucrat și de rigiditatea sistemului tehnologic. În figura 1 putem observa viteza potrivită pentru fiecare tip de material: oţel călit vc>300 m/min, fontă vc>700 m/min, Al vc>3000 m/min.
Evident, aceste viteze de aşchiere pot fi atinse numai dacă sistemul tehnologic maşină – portsculă – sculă – semifabricat îndeplinesc anumite condiţii de precizie şi rigiditate. Totuşi, din punct de vedere tehnologic, vorbim despre aplicaţii HSC chiar dacă ne aflăm în zona de tranziţie conform figurii 1.
2. Frezarea HPC (High Performance Cutting): Așchiere HPC permite îndepărtarea unui volum semnificativ de material într-un timp scurt și se aplică adesea pentru frezarea la viteze mai mici. De obicei, se lucrează cu avansuri foarte mari pe dinte, cca. 0.8-1,5 mm/dinte, folosind scule care permit acest lucru. Această metodă este foarte economică şi pentru maşinile cu turaţie mai mică la ax (1500-4000 rot/min), pentru că asigură cantitate de şpan îndepărtat în unitate de timp de 2-3 ori mai mare decât frezele obişnuite. Zona activă a frezelor este astfel concepută încât forţa principală de aşchiere este mică, iar orientarea ei nu este radială, ci este orientată către axul mașinii.
Scule specifice pentru frezare HSC şi HPC
Frezele dezvoltate pentru aplicaţii HSC şi HPC trebuie să îndeplinească trei criterii importante:
- Calitatea carburii. Frezele monobloc sau plăcuţele trebuie să fie executate din carbură de granulaţie extrafină sub 1 mm, cu caracteristici mecanice superioare faţă de carburile uzuale.
- Acoperire dură. Acoperirea trebuie să protejeze tăişul contra temperaturilor ridicate şi contra forţelor mari de frecare. Pentru aplicaţii HSC-HPC se recomandă acoperirea pe bază de TiAlN mono- sau multistrat, cu grosime 2-4 mm, cu duritate 3000-3500 HV, coeficient de frecare 0.5 şi rezistenţă la temperatură de minim 800°C. Acoperirile facute in ECC, Emuge Coating Center, respectă aceste condiții pentru sculele HSC/HPC.
- Geometrie specială. Performanţele maşinilor CNC de executat scule aschietoare permit producerea sculelor cu geometrie foarte complexă. Pot fi executate forme speciale – ca de exemplu raza de racordare foarte mica pe tais, divizare inegala, canal de aşchie conică, canal suplimentar de aşchie – care asigură îmbunătăţiri de performanţă.
EMUGE-FRANKEN oferă o gamă largă de freze HSC/HPC, inclusiv modele precum Hard-Cut, toroidal și sferic, și Time-S-Cut&Time-S4-Cut.
Recomandări de utilizare pentru frezare uscată
- Frezare uscată cu jet de aer rece
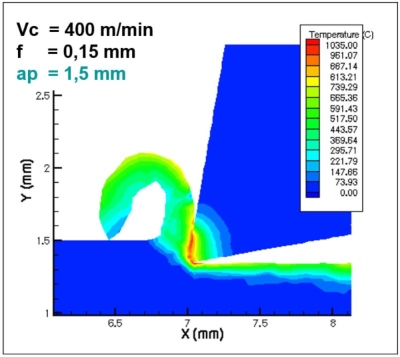
Se recomandă ca prelucrările HSC şi HPC să fie făcute la uscat, să se folosească jet de aer rece în loc de emulsie. Studiile noastre au arătat că în cazul prelucrărilor HSC-HPC in zona formării aşchiei sunt temperaturi foarte ridicate, cca. 400-600 °C. De asemenea, s-a arătat mai sus că acoperirea TiAlN rezistă până la 800°C.
În asemenea condiţii, folosirea emulsiei de răcire nu numai că nu are efect, ci este chiar dăunătoare. Emulsia fiind un amestec de ulei şi apă, la temperatura de 100-350°C, se evaporă atât apa cât şi uleiul. Chiar dacă vizual emulsia este prezentă în zona de lucru, tăişul lucrează uscat, iar în imediata apropiere a tăişului, unde temperatura este mai mică decât 350°C, emulsia produce o răcire puternică. Această diferenţă de temperatură are efect dăunător (şoc termic) asupra acoperirii şi carburii prin apariţia fisurilor.
Un alt efect negativ al utilizării emulsiei de răcire este că având conductibilitate termică ridicată transmite căldura din şpan în sculă şi semifabricat.
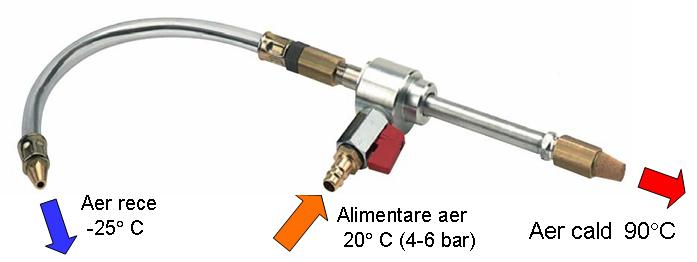
Rezultatele obţinute au demonstrat că pentru aplicaţiile HSC-HPC soluţia de răcire este cu aer comprimat 4-6 bar răcit la cca. -25°C. În cazul folosirii aerului nu apare şocul termic, iar temperatura este uniformă pe tăiş. Având conductibilitate termică mai mică decât emulsia, aerul nu dispersează căldura, astfel nu se încălzeşte nici scula şi nici semifabricatul. Sub presiune, aerul elimină instantaneu şpanul fierbinte din zona de lucru chiar şi din cavităţile adânci. Datorită temperaturii joase de cca. -25°C răcirea sculei este foarte bună, chiar după ore de aşchiere rămâne la temperatura ambiantă.
Obţinerea aerului rece nu necesită instalaţie specială, poate fi obţinută cu un dispozitiv de tub Venturi, marca FRANKEN, fiind articol de catalog. Dispozitivul se fixează pe capul masini printr-un suport magnetic.
b. Condiţii de frezare suprafeţelor 3D
În cazul frezărilor de degroşare a suprafeţelor 3D adâncimea de aşchiere este mică. Astfel se asigură ca înălţimea treptelor suprafeţei degroşate să fie cât se poate de mică, eliminând în multe cazuri operaţiile de semifinisare. Lucrând cu adâncime de așhiere mică, si forţele de aşchiere sunt reduse, lucru foarte important în cazul prelucrărilor cu scule lungi a suprafeţelor cu diferenţă de nivel mare sau cavităţilor adânci.
În cazul operaţiilor de finisare, se impune asigurarea rugozităţii corespunzătoare din frezare pe toată suprafaţa piesei, fără a fi nevoie de operaţii suplimentare de ajustare manuală. Singura posibilitate de creştere a productivităţii este creşterea vitezei de avans.
Metoda HSC asigură mărirea vitezei de avans prin mărirea vitezei de aşchiere, aplicate in special pentru operaţii de degroşare şi finisare pe maşinile cu turaţie ridicată la ax, iar metoda HPC prin mărirea avansului pe dinte aplicată pentru degroşare pe maşinile cu turaţii obişnuite.
Exemple de aplicaţii
Prin utilizarea metodelor HSC și HPC în diferite aplicații și materiale, s-au obținut regimuri excelente de așchiere. De exemplu, în cazurile din tabelul de mai jos, s-a utilizat răcirea cu aer comprimat rece.
| Diametru mm | Material | n rot/min | vf mm/min | ap/ae mm |
| 3 | 1.2343 | 23000 | 6000 | 0.05/1.3 |
| 6 | 1.2343 | 12000 | 9000 | 0.1/2.5 |
| 10 | Toolox (45HRC) | 9000 | 10000 | 0.2/0.2 |
| Diametru mm | Material | n rot/min | vf mm/min | ap/ae mm |
| 25 | 1.2311 | 2500 | 8000 | 0.5/20 |
| 42 | 1.2311 | 1600 | 12000 | 0.5/35 |
| 52 | 1.1221 | 1200 | 6000 | 1.0/45 |
Din punctul de vedere a durabilităţii sculei s-a constatat o creştere de durabilitate între 50-100% cu metoda răcirii cu aer rece faţă de răcirea cu emulsie. Creşterea este mai pronunţată în cazul prelucrării oţelurilor aliate, pretratate şi călite.
Un alt avantaj al folosirii aerului este îndepartarea mult mai eficientă a șpanului format, în special în cazul frezării cavităților adânci, astfel freza nu taie peste șpanul existent în spațiul de lucru.
În concluzie, frezarea uscată cu ajutorul metodelor HSC și HPC este o soluție eficientă pentru îmbunătățirea productivității, reducerea costurilor și creșterea durabilității sculelor, contribuind astfel la succesul pe termen lung în industria de prelucrare a metalelor.