
Burghie profesionale pentru aplicații de găurire – soluții tehnice și suport dedicat
Găurirea la nivel industrial este un proces complex, care îmbină geometria sculei, materialul de prelucrare, parametrii de așchiere și evacuarea eficientă a așchiilor pentru a obține precizie, durabilitate și productivitate.
Emuge Franken a demonstrat de-a lungul anilor că performanța în domeniul sculelor așchietoare înseamnă inovație continuă, control riguros al calității și optimizare constantă a proceselor. Portofoliul nostru nu se limitează doar la filetare si frezare, ci include burghie profesionale și soluții avansate pentru găurire, adaptate unei game largi de aplicații industriale.
Cum alegi burghiul corect în funcție de aplicație
Rolul burghiului depășește funcția de consumabil: alegerea corectă influențează stabilitatea procesului, calitatea operației de așchiere și costurile operaționale. Există câte un burghiu potrivit pentru fiecare aplicație:
Burghie universale:
Alegerea burghiului potrivit este esențială pentru executarea unei găuri precise indiferent de materialul în care se lucrează. Burghiele universale marca Emuge Franken numite BasicDrill sunt concepute pentru a oferi versatilitate maximă: aceeași sculă poate într-o plajă largă de materiale. Acest aspect esențial le face ideale pentru firmele mici și medii, dar și pentru companiile mari cu aplicații mixte.
Burghiul BasicDrill este proiectat pentru a găuri eficient în mai multe tipuri de materiale, fără a fi necesară schimbarea frecventă a sculei.
Vedeți gama de burghie universale aici.
Burghie dedicate:
Pentru prelucrarea eficientă a aplicațiilor mai dificile, am extins portofoliul cu două game distincte de burghie elicoidale:
- SteelDrill – gamă dedicată găuririi oțelurilor.
- InoxDrill – gamă special dezvoltată pentru găurirea oțelurilor inoxidabile.
Fiecare gamă beneficiază de geometrii și acoperiri optimizate în funcție de materialul prelucrat, asigurând reducerea costului per gaură printr-o durată de viață mai mare și o eficiență crescută a procesului.
| Caracteristici | Burghiu SteelDrill | Burghiu InoxDrill |
|---|---|---|
| Aplicații | Oțeluri aliate, fontă | Oțel inoxidabil, aliajele de titan și nichel |
| Geometrie | 4 fațete pentru ghidare optimă și menținerea poziției | 2 fațete pentru ghidare și aderență redusă – geometrie specială pentru a preveni „griparea” în material |
| Punct forte | Versatilitate și durată lungă de viață în uz general | Rezistență extremă la temperaturi înalte |
| Evacuarea așchiilor | Canal lustruit și miez subțire (evacuare rapidă) | Canal lustruit și design special pentru materiale care tind să se blocheze |
| Lungimi disponibile | 3xD, 5xD, 8xD, 12xD | 3xD și 5xD |
| Gama de diametre | ø3 ÷ ø20 mm (întregi și zecimale) | ø3.00 ÷ ø20.00 mm |
Soluții tehnice speciale:
În procesul de găurire industrială, alegerea unor soluții tehnice specializate este esențială pentru obținerea preciziei și a productivității. Materialele moderne, toleranțele stricte și cerințele ridicate impun utilizarea unor echipamente și tehnologii adaptate fiecărei aplicații.
Elemente precum burghiele performante, mandrinele de prindere și acoperirile speciale contribuie direct la îmbunătățirea performanței procesului de prelucrare, la extinderea duratei de viață a sculelor și la reducerea costurilor operaționale.

Datorită geometriei brevetate, burghiul PunchDrill asigură o rată mare de îndepărtare a materialului și timpi de prelucrare mai scurți cu până la 50%.
Descoperă PunchDrill
Proiectate pentru a reduce vibrațiile, Mandrine de prindere FPC au un sistem de prindere ce permite schimbarea rapidă și ușoară a burghielor fără a fi nevoie de unelte suplimentare sau ajustări manuale.
Vezi broșura
Oferim acoperiri care conferă rezistență ridicată la căldură și frecare scăzută, calitate excelentă a suprafeței și durată lungă de viață.
Află mai multeGreșeli frecvente în procesul de găurire
Prelucrarea corectă și durata de viață a sculelor depind de respectarea unor reguli tehnice riguroase. Erorile aparent minore pot duce la uzură prematură, ruperea burghiului sau la deteriorarea materialului de prelucrat.
Care sunt greșelile întâlnite în mod frecvent în procesul de găurire și care ar fi soluțiile optime pentru a le evita?
1. Pre-găurirea
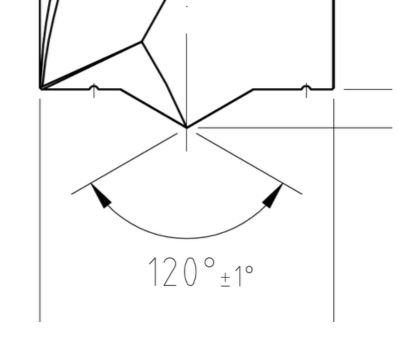
Multe erori apar încă din faza de pregătire a materialului de prelucrat. Unele burghie au nevoie de ghidare pentru a efectua o gaură, însă acest lucru necesită timp în plus și costuri mai ridicate. Burghiele Emuge-Franken nu necesită pregăurire, găurile pot fi executate direct, fără a necesita o operație intermediară.Totuși, în cazul burghielor foarte lungi, dacă se impune centrarea, este critic ca unghiul de atac al centruitorului să fie mai mare decât cel al burghiului principal. În acest caz, soluția Emuge Franken este burghiul de centruire de 142°. Acesta asigură rigiditate maximă a procesului de găurire prin faptul că primul contact între burghiu și material va fi întotdeauna pe vârful burghiului.
2. Pecking efectuat greșit
Peckingul este tehnica prin care burghiul este retras periodic pentru a rupe și evacua așchiile. Deși utilă în anumite contexte, aceasta este adesea aplicată greșit. Dacă regimul de așchiere este corect adaptat materialului și lichidul de răcire este suficient și eficient, nu este nevoie de pecking. Eliminarea acestui obicei reduce timpul de ciclu și prelungește viața burghiului.
3. Nerespectarea parametrilor de așchiere recomandați
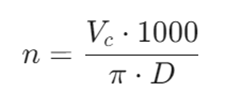
Cea mai răspândită cauză a eșecului în atelierele de prelucrare prin așchiere este operarea la viteze de tăiere sau avansuri nepotrivite. Indiferent de experiențele operatorului CAD CAM, este indicat să se respecte calculele și formulele de bază: viteza de rotație (n) se calculează în funcție de diametrul burghiului (D) și viteza de tăiere recomandată:
4. Găurile preturnate
De cele mai multe ori, găurile care vin direct din turnare au suprafețe neregulate și cruste dure care pot distruge un burghiu standard. Pe lângă aceasta, găurile preturnate au o forma neregulată și de cele mai multe ori poziția acestora este decalată.
Soluția ideală este utilizarea Punch Drill (Forma E), unde geometria este proiectată să gestioneze întreruperile de așchiere și să stabilizeze scula în momentul contactului cu suprafața neregulată a piesei turnate. De asemenea, acest tip de geometrie face posibilă corectarea pozițiilor găurilor decalate în condiții optime de așchiere.
5. Lipsa acoperirilor speciale
Pentru ca aplicațiile dificile să fie executate corect, burghiele trebuie să aibă acoperiri speciale și tratamente de preparare a tăișurilor. Acest lucru ajută la prelungirea duratei de viață a sculei așchietoare, reduce frecarea și crește rezistența la temperatură.
Suport tehnic
Suportul tehnic este atuul nostru: dezvoltăm strategii de găurire personalizate și geometrii potrivite pentru fiecare aplicație. Adaptăm sculele la mașinile CNC, furnizăm parametrii de tăiere, vitezele de avans și avem opțiunea de reascuțire a sculelor așchietore. Echipa noastră de ingineri susține activ clienții în creșterea productivității și optimizarea costului de producție.
Vezi aici ce spun clienții noștri despre noi.
Vrei să optimizezi procesele de găurire? Completează formularul de mai jos și un reprezentant te va contacta curând.
Prin completarea acestui formular mă declar de acord cu prelucrarea datelor mele personale în scopuri de marketing, inclusiv pentru a fi informat prin e-mail despre tendințele din industrie, evenimente, oferte și lansări de produse conform politicii de confidențialitate a paginii.