
Cum să filetăm corect pe mașinile CNC
ÎMBUNĂTĂȚIREA CONDIȚIILOR LA FILETAREA RIGIDĂ
Filetarea pe mașinile CNC presupune sincronizarea precisă între rotația sculei și avansul axial, un proces esențial pentru obținerea unor filete de calitate. Erorile care pot apărea în acest proces sunt cauzate de mai mulți factori, inclusiv influența mașinii CNC și caracteristicilor tarodului.
1. Influența mașinii CNC
Datorită contactului bine definit între piesă și tarod, procesul de filetare necesită o sincronizare permanentă foarte precisă (de ordinul µ) între avansul tarodului și turația axului principal. Acestă condiție face ca procesul de tarodare să fie diferit de alte procedee de așchiere, cum sunt găurirea, alezarea, frezarea. Acestea necesită numai un control exact a mișcărilor lineare. Astfel, pentru producătorii de mașini-unelte sarcina importantă este controlul exact al mișcărilor liniare.
În prezent, controlul rotației axului principal se realizează cu 256 de impulsuri la o rotație completă (360°), ceea ce duce la un increment unghiular de 1.4°, care la rândul lui generează un decalaj între deplasarea axială și rotație. Astfel, în tarod ia naștere o forță axială în timpul prelucrării.
Exemplu de eroare:
În cazul unui tarod M10 cu pas 1.5, între două impulsuri de control al rotației axului de 1.4° poate să apară o eroare de deplasare axială de 5.8 µm a tarodului.
În plus, viteza de calcul a echipamentului CNC nu este întotdeauna capabilă să gestioneze numărul mare de impulsuri al controlului rotației în toată gama de turații de la n=0 până la n=max. și să sincronizeze corespunzător avansul.
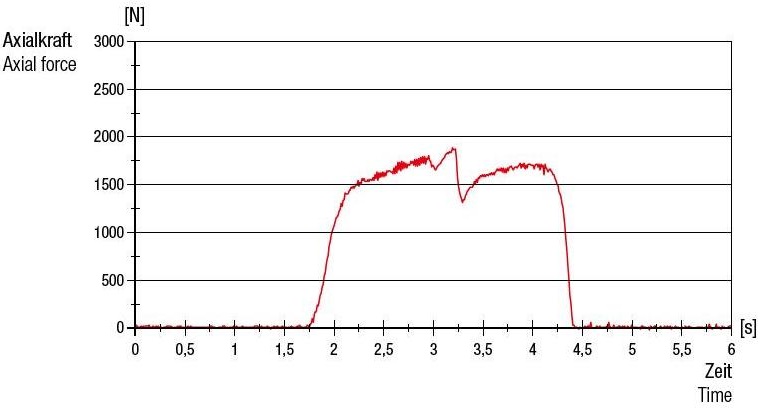
Măsurătorile făcute demonstreză că la o mașină CNC care lucrează cu 256 de impulsuri pe rotație forță axială apărută crește odată cu creșterea turației.
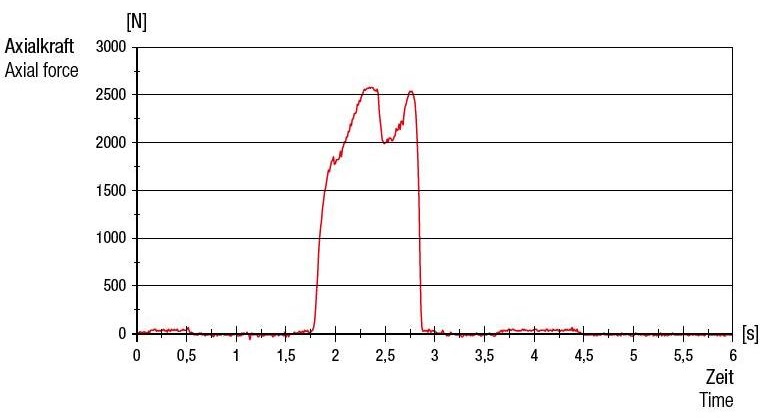
Diagrama de mai jos arată că, în cazul unui tarod M10 la turația de 500 rot/min forța axială este 1900 N, iar la turația de 2000 rot/min crește la 2500 N. Aceste erori sunt amplificate la turații mai mari, cum se poate observa în diagramele de mai jos.
2. Influența tarodului asupra preciziei filetării
- Toleranța cumulată de pas
Standardul DIN EN 22857 definește toleranța cumulată de pas admisă pentru sculele de filetat. Pentru un tarod M10 cu pas 1.5 mm, se admite o toleranță de +/-8 µm măsurat pe 7 pași.
- Variația pasului și a lungimii tarodului în timpul procesului de filetare
În timpul procesului de filetare, temperatura de lucru a tarodului este mult mai mare decât temperatura de 20 °C la care s-a făcut măsurarea lui. Pentru un tarod de M10 cu lungime totală de 100 mm, o variație de temperatură de la 20 °C la 40 °C cauzează o modificare de lungime de 32 µm. Această modificare de lungime se regăsește și pe partea dinților tarodului. Considerând cei 7 pași ai tarodului M10 conform DIN EN 22857, modificarea lungimii peste 7 pași =10.5 mm va fi de 3.4 µm.
- Forța axială generată și uzura sculei
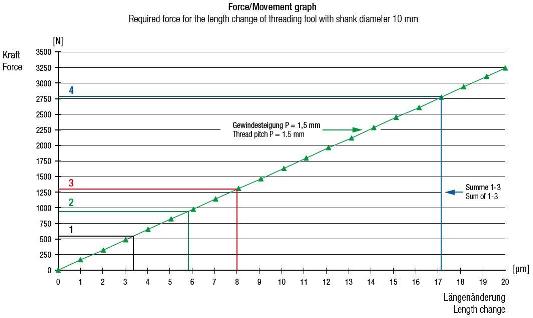
Combinarea efectelor mașinii CNC, toleranțelor de pas și variațiilor de temperatură poate duce la o eroare axială foarte mare. Diagrama de mai jos reprezintă suma efectelor cauzate de: mașină CNC (5.8 µm), de eroarea cumulată de pas (8 µm), și de variația temperaturii (3.4 µm).
În cazul tarodului M10 se poate obține o eroare axială de până la 17 µm, ceea ce cauzează o forță axială în tarod de 2800 N. Această forță solicită flancurile tarodului generând o uzură prematură a tăișului.
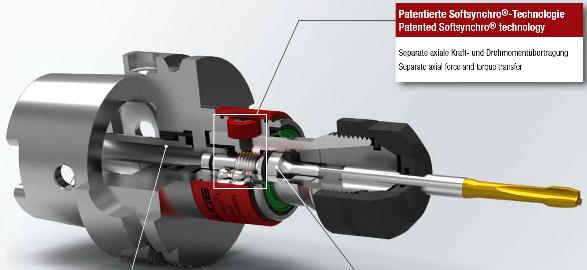
3. Optimizarea filetării: soluția port-tarod EMUGE Softsynchro®
Testele efectuate la diferite turații și cu tipuri de prinderi diferite au demonstrat că utilizarea port-tarodului EMUGE Softsynchro® cu compensare de lungime reduce semnificativ forța axială.
Pentru testul de mai jos s-a utilizat tarodul M10 la prelucrarea materialul C45 la turația de 500 rot/min, respectiv la 2000 rot/min. S-au testat trei tipuri de prinderi a tarodului:
- Prinderea rigidă în bucșă elastică;
- Port-tarodul EMUGE Softsynchro® cu compensare de lungime la compresie și întindere;
- Port-tarodul uzual cu amortizare axială.
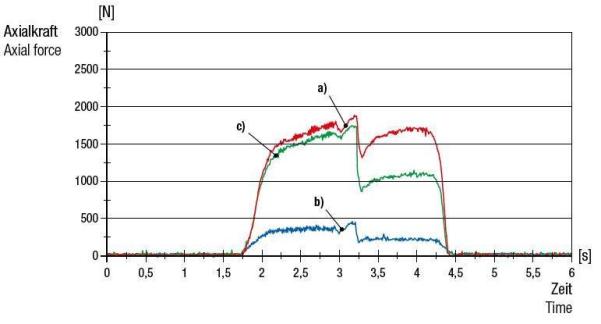
În urma testului s-au obținut următoarele rezultate:
- forța axială crește cu creșterea turației;
- forța axială apărută în procesul de filetare este mult mai mare în cazul utilizării prinderii rigide față de utilizarea port-tarodului EMUGE Softsynchro®.
- utilizarea port-tarodului uzual cu amortizare axială nu asigură o reducere substanțială a forței axiale.
Care este motivul performanței remarcabile a folosirii port-tarodului EMUGE Softsynchro® cu compensare minimă de lungime? Caracteristica lui cea mai importantă este soluția constructivă patentată, prin care se separă complet transmiterea cuplului de forță axială.
Caracteristicile de funcționare sunt:
- transmiterea exactă a cuplului;
- permite compensarea minimală în cazul în care forța axială depășește valoarea forței pretensionării;
- protejează tăișul tarodului prin elementul de elastomer înglobat.
Avantajele port-tarodului EMUGE Softsynchro®:
- face posibila filetarea cu tarozii mici (M0.5-M3),
- creste substantial durabiltatea tarodului,
- permite filetarea la turatii mari,
- protejează lagăruirea mașinii în cazul utilizării tarozilor mari (peste M36).
Gama de tarozi Softsynchro®:
Port-tarozii EMUGE Softsynchro® sunt disponibili într-o gamă largă de dimensiuni, de la M0.5 la M76, oferind soluții versatile pentru diverse aplicații industriale.
Produse recomdante